Kingroon KP3SでASAフィラメントを印刷してみる

耐候性、特にUV耐性があるASAフィラメントをエンクロージャーのないKingroon KP3Sで印刷してみました。
ASAフィラメントの特徴
ざっくりいうと、ABS樹脂にUV耐性がついた素材です。野外利用するプロダクトなどに向いています。印刷設定も概ねABSと同様の設定です。
3Dプリンタ製の植木鉢でも多くがPLAが利用されていますが、耐熱性と耐候性においてASAが優れます。耐熱性についても90度近くまで耐えるので直射日光下でも問題ない性質だと思います。ASAについては下記の記事でも取り上げています。
紹介している記事ではエンクロージャー付きの3Dプリンタ(箱型)で印刷しましたが今回はエンクロージャーなしのKingroon KP3Sで印刷してみます。利用しているフィラメントは記事で取り扱っているPolyLite ASA(amazon)を利用しました。
Kingroon KP3SでのASA設定
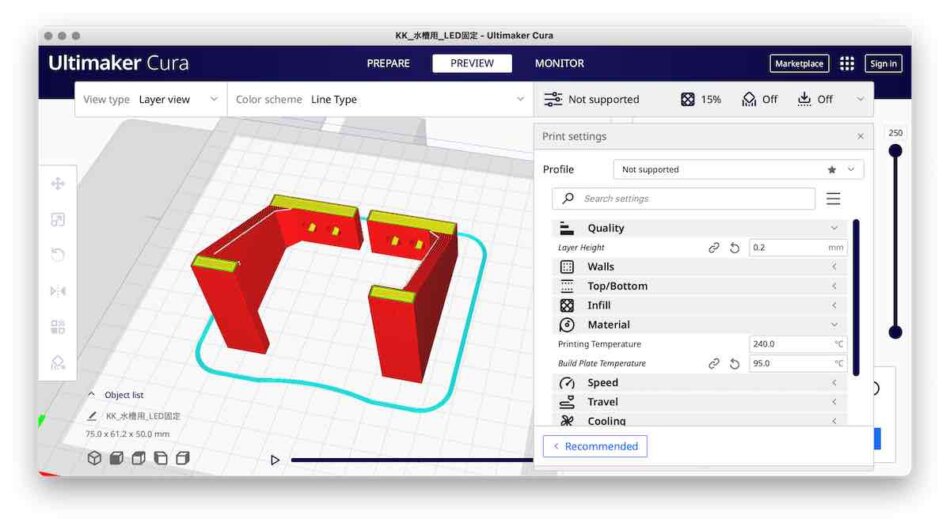
印刷するものは植木鉢ではなくて自作のパーツ、植物用のパネル型LED照明を吊るすためのパーツです。印刷設定は下記の通り。PrusaSlicerではSkirt(スカート)の高さ設定ができてそれで壁を作り保温するTipsがありましたがCURAにはアリません。できる限り温度変化がないようにベッドを暖かくしてみます。また室温も暖かいほうがよいでしょう。冬は厳しいケースが多いです。ABSやASAなど反りやすいフィラメントを印刷する場合はエンクロージャーが欲しくなりますね。
There’s a simple solution, though. You can create a custom-made skirt in PrusaSlicer and it will take just a couple of seconds. Import an STL model of a cylinder along with the model you would like to print. Change the size and position of the cylinder, so it encompasses the main object. Then change the cylinder’s parameters to 0% infill, 0 top/bottom layers and change the wall thickness to 1 perimeter. Yes, those are some extra steps, but the results are very well worth it.https://blog.prusa3d.com/asa-prusament-is-here-learn-everything-about-the-successor-to-abs_30636/
KP3Sのnozzle temperatureは265℃が上限のようですBuild plate temperatureは110℃。
- Nozzle temperature:240℃
- Build plate temperature:95℃
- Printing speed:40mm/s
- Nozzle :0.4mm
- FAN:OFF
- 他スライサー設定(Cura)
実際にASAフィラメントをKP3Sで印刷してみる
 Kingroon KP3SにPolylite ASAをセット
Kingroon KP3SにPolylite ASAをセット
ノズルを260℃程度に予熱してフィラメントを通します。臭い。プラスチックの焼ける匂いがします。きちんと換気してください。ASAやABSが体に悪くてPLAが悪くないわけではないですが、ASAのほうが悪影響があると思います。あまり積極的に有人スペースで印刷したくないですね、専用のプラモデル塗装用のようなダクトだったりエンクロージャーの中に小型の空気清浄機を置きたいくらいです。

5層目くらいまでは特に問題なく印刷できていそうなかんじです。これ以上目の前で見てるのも匂い的にも嫌なのでこのまま放置して完成時間でまたチェックしてみることにしました。
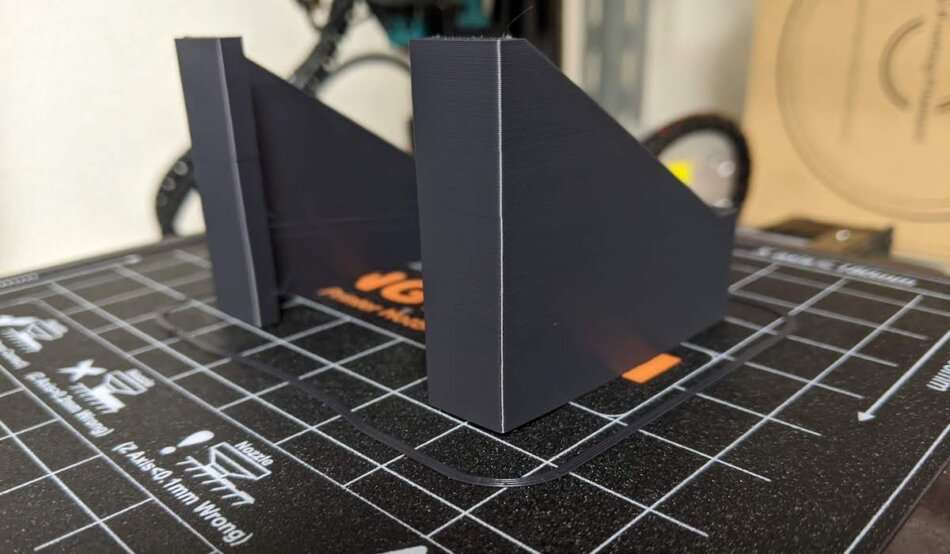
印刷時間は3時間17分。完成しました。大きな造形崩れはないし、やはりKP3Sの造形は綺麗ですね。温度は推奨温度の下限ギリギリの240℃だったせいもあって光沢感がやや薄れてキレイな感じになりました。ただ底面の角が1mm程度浮いてしまってます。多分真ん中くらいまで印刷したタイミングで浮いてきたように思えます。縦方向中間付近に積層のずれが見られます。
惜しいですね。このパーツはそこまで精度が良くなくても実用に堪えるのでこの程度ならば問題はありませんが、植木鉢や底面がフラットの必要がある場合は厳しいと思います。

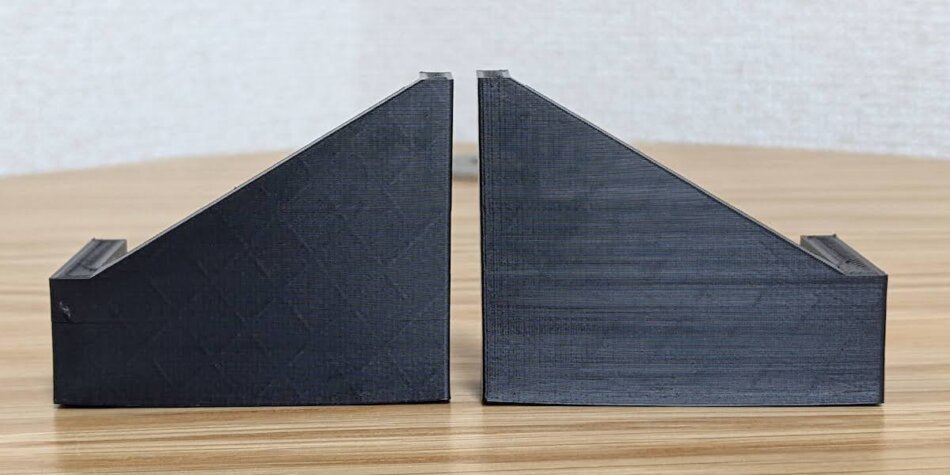
拡大です。積層は綺麗です。Wall Line Countが2で、Line Widthが0.44mmなので壁の厚さが0.88mmなのですが(格子状の)infillが透けて見えてますね。気になる場合はWall Line Countを3にするとよいかもしれません。印刷時間が綺麗になりますが強度が上がるのと透けて見えなくなると思います。

反りは残念ですが、なかなか綺麗に印刷できています。ネジを付ける穴はサポートなしのオーバーハングの箇所ですが大きな崩れもなかったです。Build plate temperatureを105℃にして再度印刷をしてみたいと思います。それでもだめなら擬似的な囲いを追加してみるのもよいかもしれません。
try2:ベッド105℃の印刷
105℃でも若干反りは収まりましたがやっぱり反るようでした。
try3:エンクロージャーのないKP3Sでセルフエンクロージャー
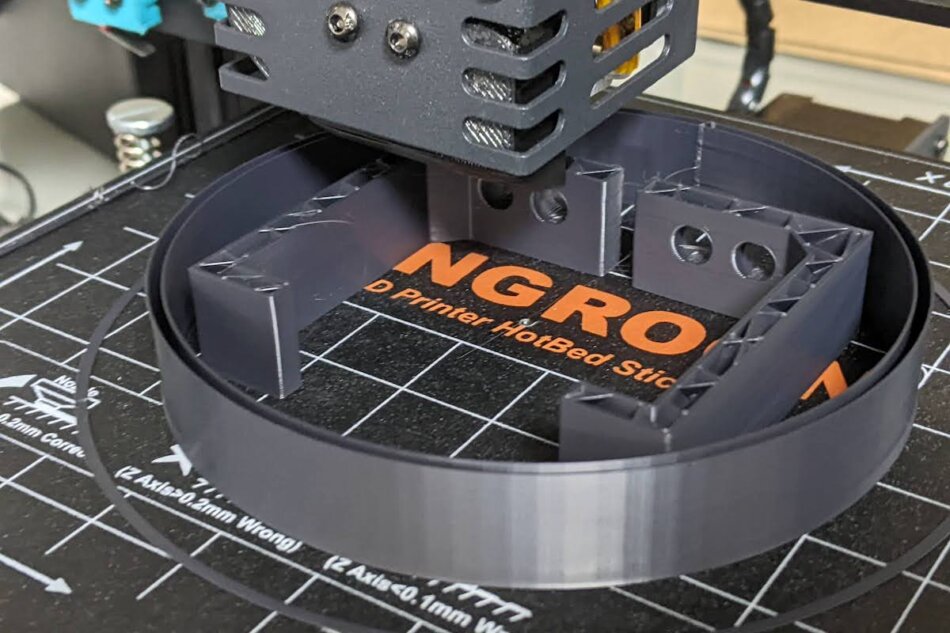
モデルの周辺に同じ高さの壁を印刷して外気の影響を受けないように工夫してABSやASAが印刷できるかどうか。単一の壁に設定する方法がぱっと思いつかなかったので、top/bottom layerを0、Wall Line Countを0で印刷しました。ベッドは105℃、室温18度。だいぶ改善されましたがそれでも反りは発生してしまっていました。
もしかしたら室温がもう少し高いとうまくいったかもしれませんが、KP3SでABSやASAのフィラメントを印刷する場合は、エンクロージャー(囲い)が必要そうですね。確かに箱型の3Dプリンタだと内部の温度が30度以上にはなっているので…
- 今回利用したフィラメント:PolyLite ASA(amazon)
園芸ユーザーのための3Dプリンタ・3Dプリント講座
- Kingroon KP3Sの購入と必要なもの
- Kingroon KP3Sのレビュー、組み立てから初期設定
- スライサーソフトの導入、3DBency(船)を実際に印刷してみる
- 腰水ができる鉢皿をFusion360でモデリングして3Dプリントしてみる
- 腰水ができる鉢皿ver2、微修正とスタッズデザインを施してみる
- スライサーでできるテクスチャ、Fuzzy Skinを使ってみる
- 3Dメッシュ鉢(Gyroid)を実際に作ってみる
- Kingroon KP3SでASAフィラメントを印刷してみる
- フィラメントの購入方法、おすすめのフィラメント
<ステップアップ>
- スライサーソフトのセッティング
- Kingroon KP3Sをオートレベリングに対応させる
- Kingroon KP3SでPETGをプリントしてみる
- Kingroon KP3Sのビルドプレートを交換してみる