腰水ができる鉢皿ver2、微修正とスタッズデザインを施してみる

前回、シンプルな鉢皿を作りましたが実際に作ってみて細かいところの修正と、よくあるスタッズデザインを実際に施してみたいと思います。腰水ができる鉢皿のバージョン2です。
前回製作の「腰水ができる鉢皿」の改良点を探る
「ちょっと壁が薄すぎた(底が頼りない)」、「もう少し太くても良い?」という2点。もう少し高さがあってもよいかなとも思いますが、水を与えたときに水が溢れなければよいので高さは変えないことにしました。
新しくスタッズのデザインを施してみる
みんな大好きなスタッズですが、3Dプリントにおいてスタッズは非常に綺麗に印刷できる相性の良いデザインです。どの層で切り取っても直線が多いのと、オーバーハングが出ないデザインなので3Dプリンタにとって優しい。底面から3mm程度のところから1周30個のスタッズを埋め込んだデザインにしてみたいと思う。
前回データを修正する
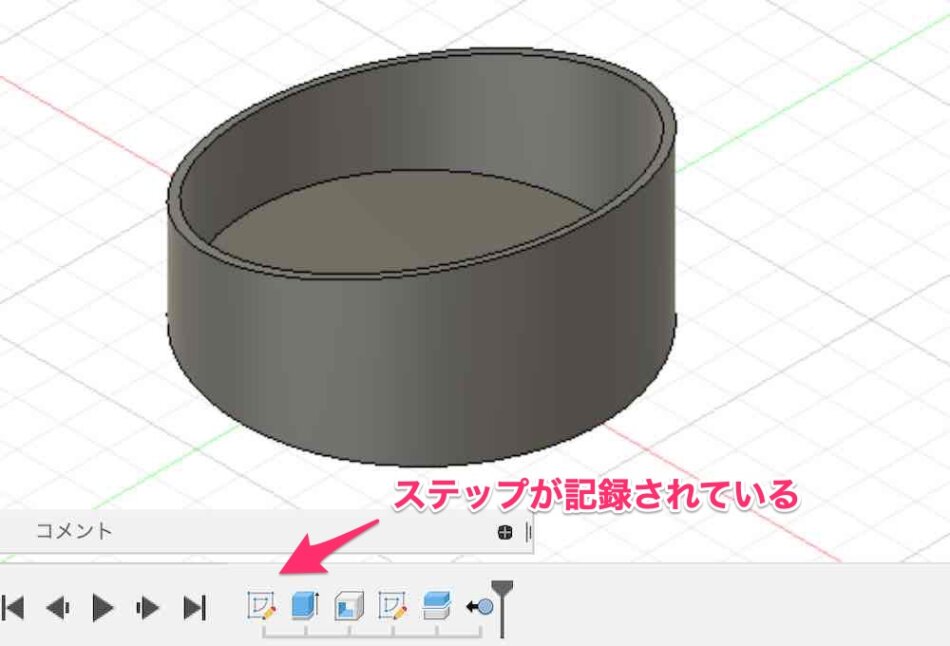
Fusion360で前回のデータを開きます。Fusion360のよいところとして履歴管理ができること。まずは改善点の修正をします。一番最初の円を書いたスケッチを右クリックで「スケッチを編集」
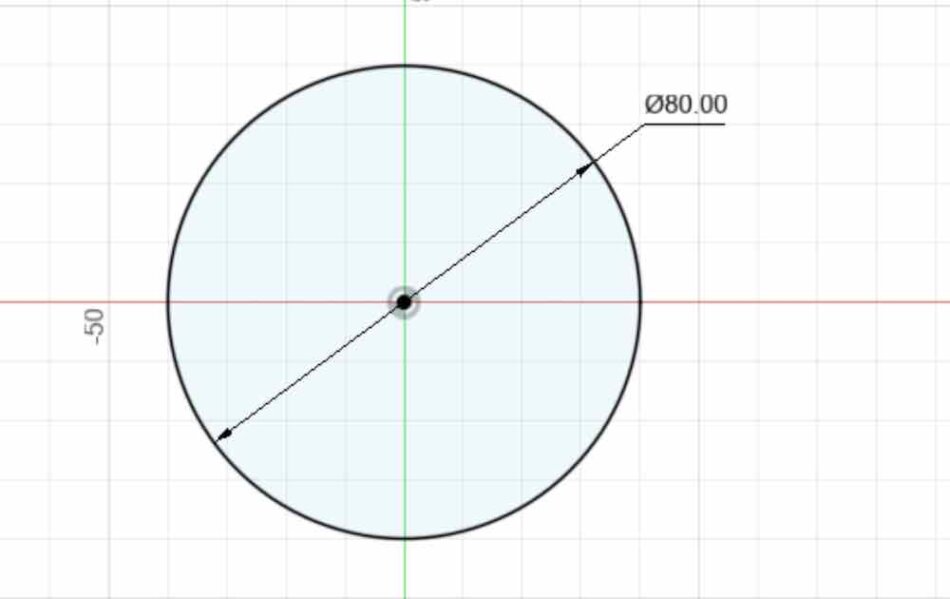
そうすると以前書いた円が出てきます。この円の直径を少しだけ増やします。描写時に寸法を入れたので寸法でロック(拘束)されていません。作成>スケッチ寸法で円を選択すると寸法を入力できるようになります。寸法を入れると円が黒くなりますがこれは拘束されている状態といいます、そのうち大事になってきますがここでは深く触れません。数字をクリックすると寸法を入れられます。今回は壁を1mm厚くしようとおもいますので82mmに変更してみます。
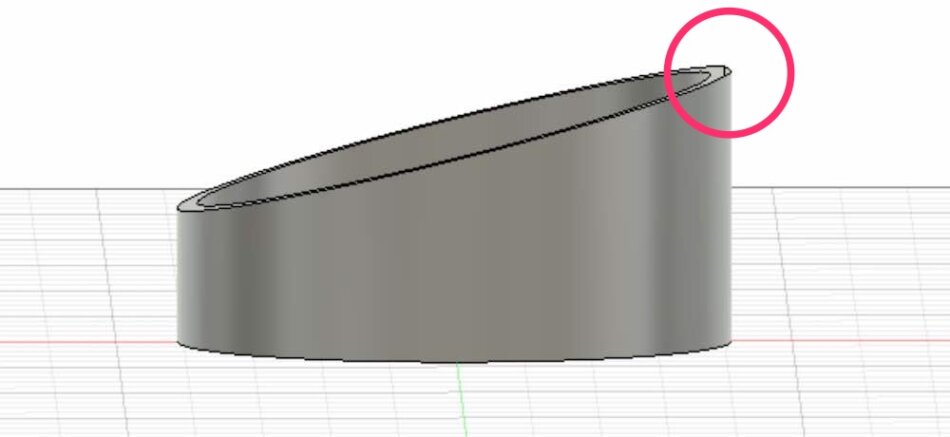
次に、3ステップ目のシェルを同じ用に右クリックで「フィーチャー編集」をします、2mmだったものを3mmに変更します。ここで円柱の直径が大きくなったことで切り取る為に描いた線がずれてしまって、右側がかけてしまっていますね。
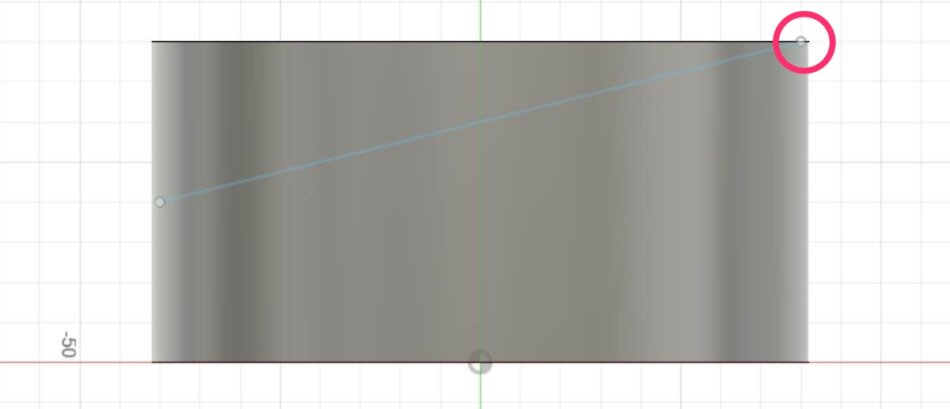
なのでステップ4を「スケッチの編集」で開いて修正します。画像のように円の直径を増やした為に線がずれています。修正します。拡大すると線の先端をドラッグしてゆくと図形にフィットしてくれやすくなります。
前回のモデリングから鉢皿の厚さを1mm増やすことができました。直径を80mmのままで3mm厚の壁に変更するならば簡単でしたが、82mmに大きくしたので細かい調整が入ってしまいました。
スタッズデザインをモデリングする
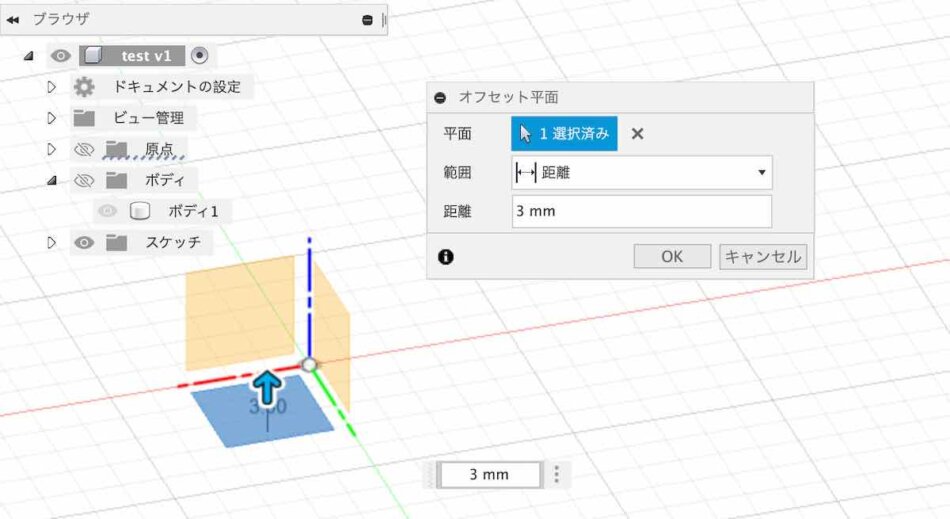
スタッズの作り方は人それぞれだと思いますが、結構シンプルなやり方です。ソリッド>構築>オフセット平面で、地面から3mmのところに平面を作ります。ボディを非表示にしておくと作業しやすいです。作った平面に対してスケッチで線を描きます。
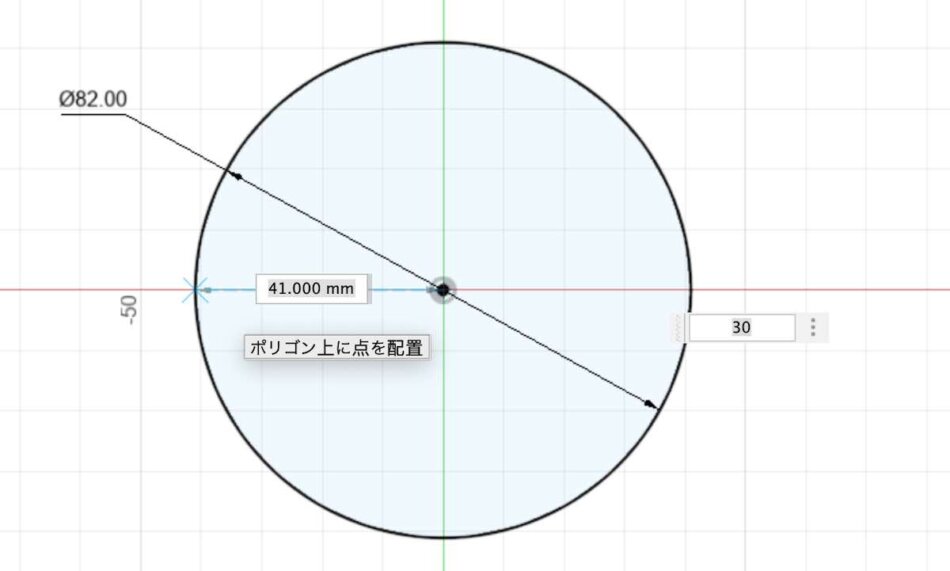
まずは本体と同じ円を描きます。82mmに修正したので82mmです。作成>ポリゴン>内接ポリゴン(○角形を作れるコマンドです)を選択して描写します。エッジ番号はスタッズを30個配置するので30(30角形になります)、長さは41mm(半径)です。長さがうまく選択できない場合はあとから寸法を入れることでも修正できます。長さは円にフィットしてくれると自動的に41mmになると思います。
30角形なので円状に近くなり見えにくいですが拡大するとこんな感じです。
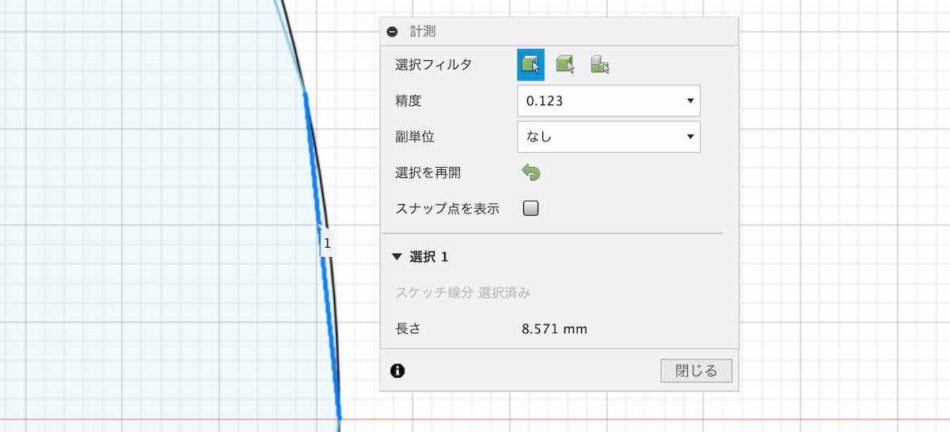
検索>計測で、30角の1辺の長さを計測しておきます。8.571mmです。

拡大をしてソリッド>作成>押し出しで、先程書いた円と30角形の間の小さい隙間の部分を選択します。選択しにくい場合はボディを非表示にすると良いです。そして高さを8.571mmで切り抜きます。
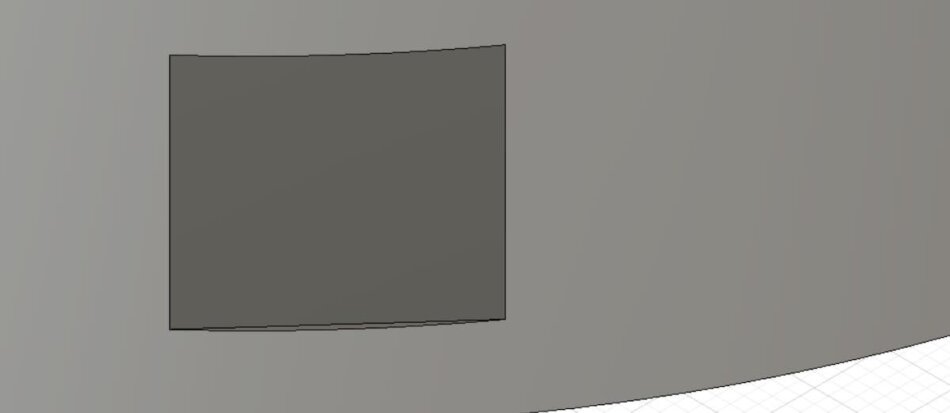
こんな感じで切り抜かれます。
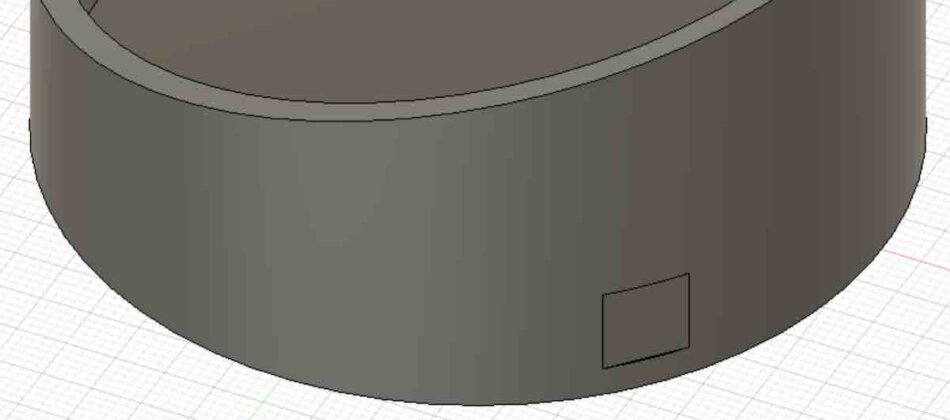
引いてみるとこのような感じの切り抜きになっています。
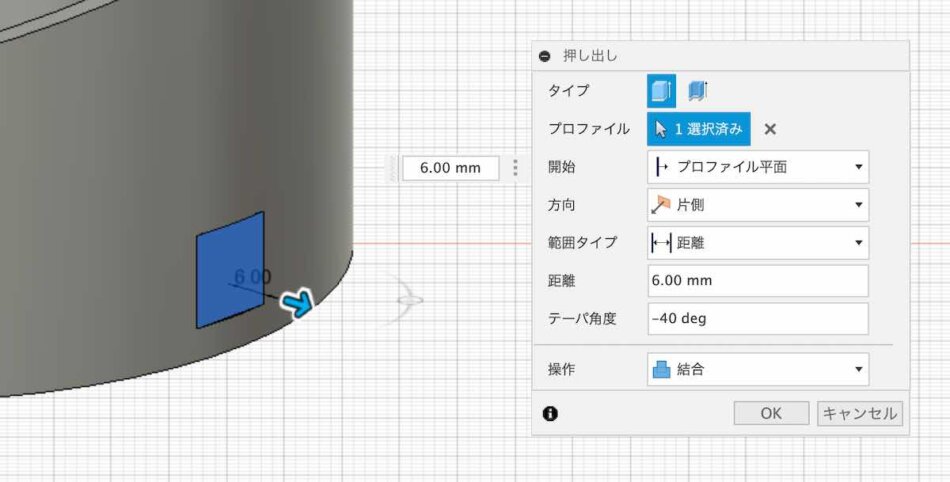
作成>押し出しで、できた凹みの部分を選択します。テーパ-50度の6mm程度(マイナステーパの場合ある程度あれば閉じます)の押し出しを作ります。スタッズが1つできたとおもいます!!!これを30回繰り返す、、、のは辛いので、、、
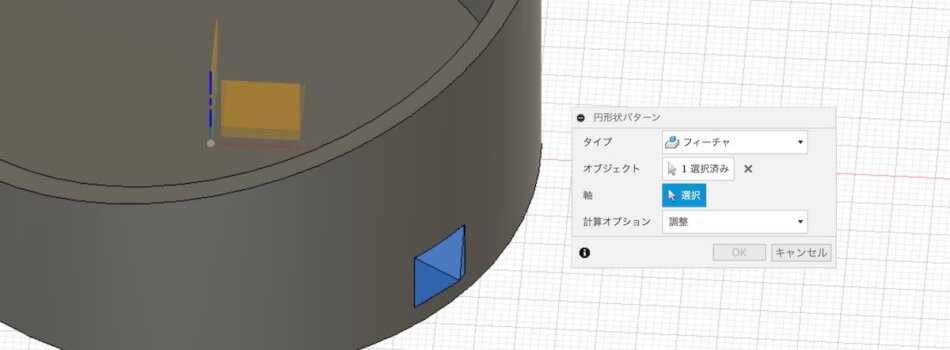
作成>パターン>円形状パターンで、タイプはフィーチャー、オブジェクトは作ったスタッズ1つ、軸は真ん中の青い中心の線を選択します。そうすると追加の設定がでてきます。角度の間隔を完全。数量を30角形に合わせて作ったので30と入力してOKです。
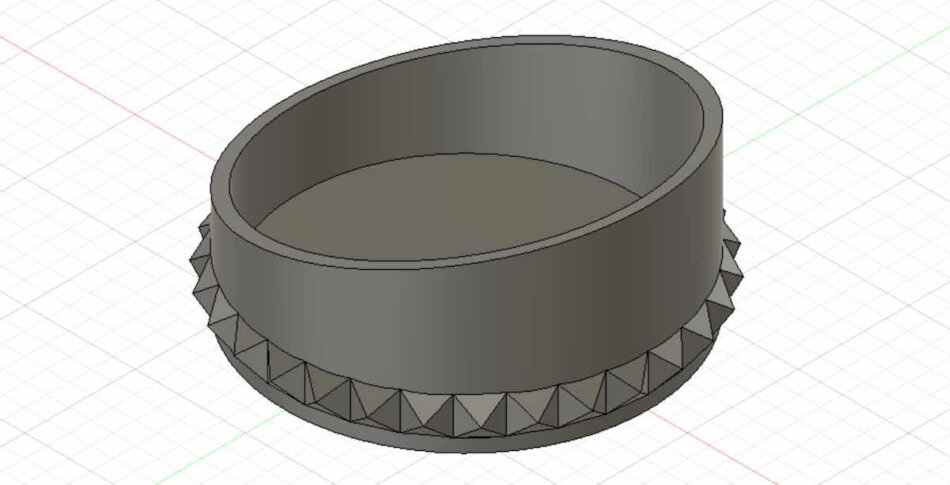
できましたね!!!保存して、ファイル>エクスポートで3Dデータを作成します。これで3Dモデルの完成です!!
・Ultimate CURAでKP3S用にスライスして印刷用データを作る
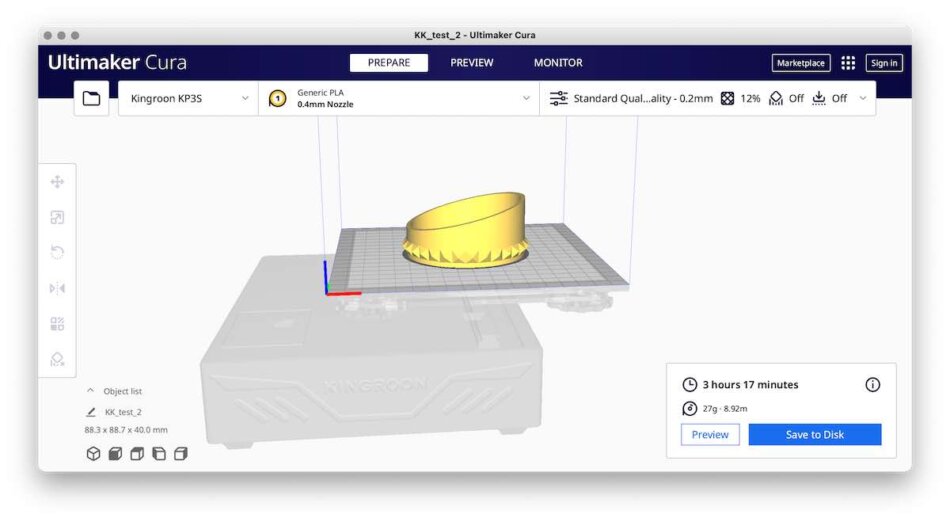
ドラッグアンドドロップで読み込んで、スタッズを綺麗に出したい場合は積層ピットを細かめにするといいかもしれません。まずは標準設定の印刷でよいと思います。スライスをして保存したら、これで印刷用データの完成です!!
印刷時間は3時間17分(多少違っても気にしないでください)少し直径を広げたこととスタッズを追加したことで40分ほど印刷時間が伸びました。試しに積層ピッチを0.16にすると3時間43分と更に30分ほど伸びるようです。素材の量は原理的には変わらないので時間に余裕があるかたは積層ピッチを小さめで試してみても良いかも知れません。スタッズの造形が綺麗になり強度も増す場合が多いです。
Kingroon KP3Sでの印刷
いつも通り印刷をかけます。待つこと3時間ちょっと。
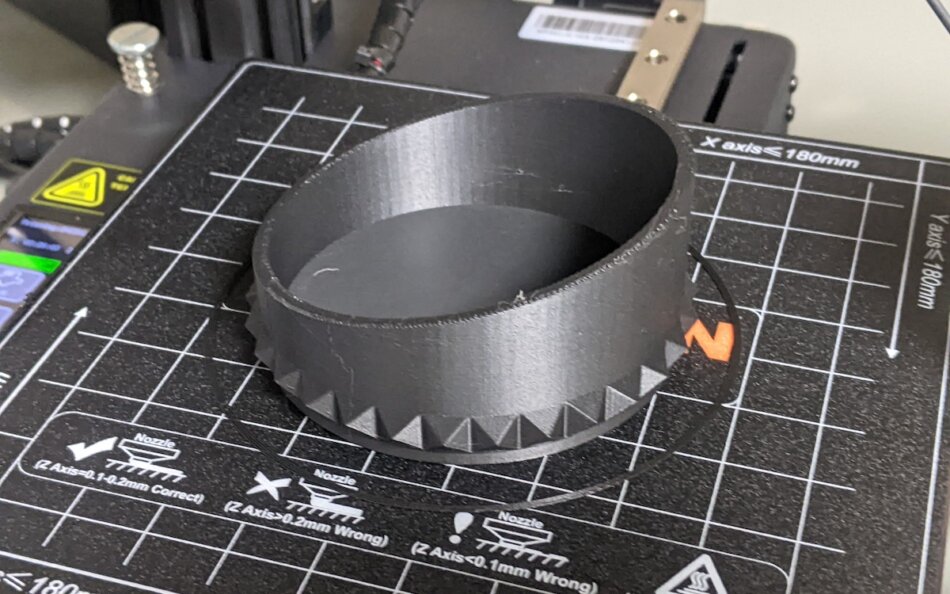
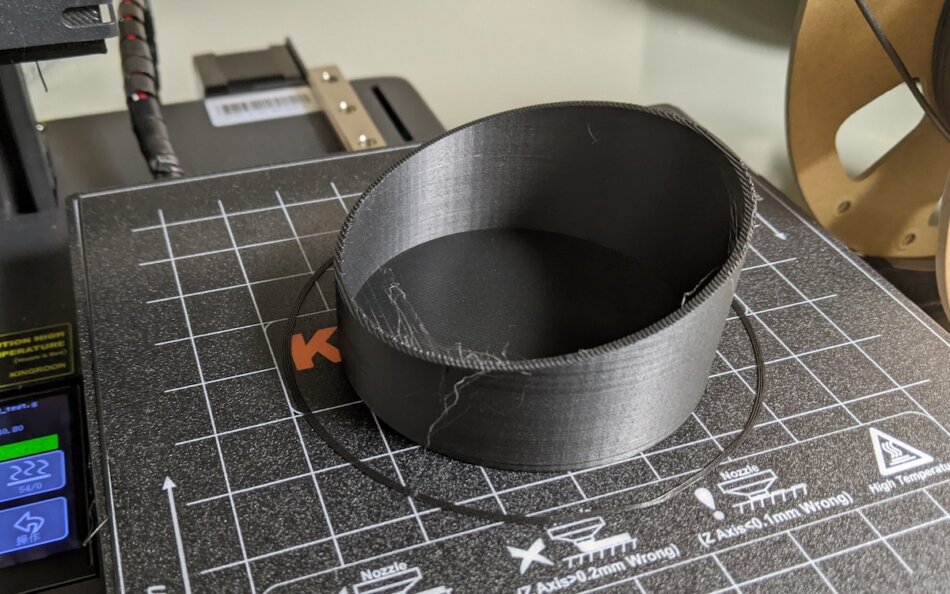
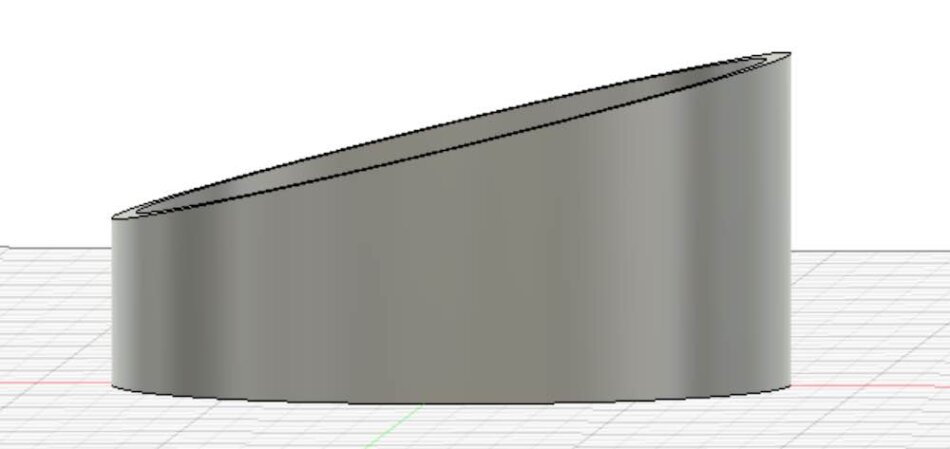
腰水ができる鉢皿のバージョン2ができました!!!

なかなか綺麗ですね。フィラメントはOVERTURE MATTE PLA(ブラック)。ノズルの温度は200度でベッドの温度は60度です。ただ若干糸引きしていたので温度をもう少し下げるかリトラクトをいじると良いと思いますがそれは別の機会に。
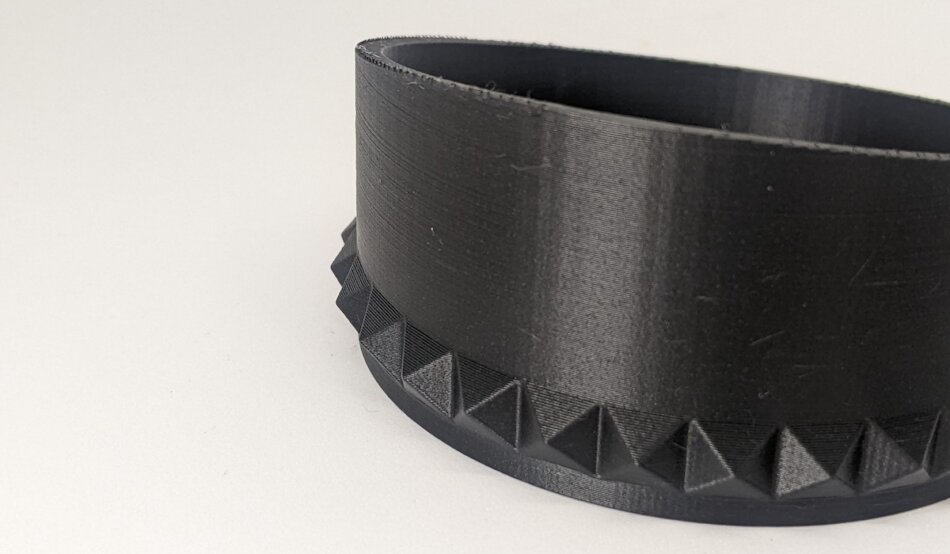
積層が綺麗に積まれていて変な造形崩れは見当たらないです。構造的にはスタッズは3Dプリンタで印刷しやすいので綺麗にできますね。スタッズのテクスチャは例えばスタッズ間の隙間を開けたい場合は、個数を30から29にしてみたりしてください。

ごちゃごちゃしすぎない感じに主張して良い感じの鉢皿になったと思います。

こうして比較すると違いは直径が80mm→82mm、壁の厚さが2mm→3mm、スタッズなし→ありという変化ですが全然印象が違うのではないでしょうか!!同じ鉢皿に色々なデザインを施して作ってみても良いと思います!
園芸ユーザーのための3Dプリンタ・3Dプリント講座
- Kingroon KP3Sの購入と必要なもの
- Kingroon KP3Sのレビュー、組み立てから初期設定
- スライサーソフトの導入、3DBency(船)を実際に印刷してみる
- 腰水ができる鉢皿をFusion360でモデリングして3Dプリントしてみる
- 腰水ができる鉢皿ver2、微修正とスタッズデザインを施してみる
- スライサーでできるテクスチャ、Fuzzy Skinを使ってみる
- 3Dメッシュ鉢(Gyroid)を実際に作ってみる
- Kingroon KP3SでASAフィラメントを印刷してみる
- フィラメントの購入方法、おすすめのフィラメント
<ステップアップ>
- スライサーソフトのセッティング
- Kingroon KP3Sをオートレベリングに対応させる
- Kingroon KP3SでPETGをプリントしてみる
- Kingroon KP3Sのビルドプレートを交換してみる


