3Dプリンタ、Prusa MK4のメジャーアップデートで追加された注目機能Input Shaper。PrusaSlicerでの設定や実際に3DBenchyについて
Prusa MK4について
Prusa MK4はPrusa i3 MK3シリーズからの久しぶりのアップデート。Prusa i3 MK3は2017年9月に発売。「Prusa i3 MK3S」は2019年2月。5年半ぶりのメジャーアップデートとなる。2023年は「高速化」がテーマでAnkerからの初めての3Dプリンタ「AnkerMake M5」やCoreXY方式のBambu lab、Crealityからも「Creality K1」などが発売された。
Prusa MK4も発売時には対応していないがアップデートでInput Shaperなどの技術で高速化を約束していた。この記事を書いている2023年8月末時点ではまだアルファ版ではあるが、発売時からβ版のfirmware(5.0)とβ版のPrusaSlicer(2.6)を利用することでInput Shaperを利用した高速印刷で利用できる状態だった。

なお、2023年8月末時点では、firmwareは5.0.0-RCとリリース直前までアップデートされ、PrusaSlicerは2.6の正式版がリリースされている。PrusaSlicerの2.6もPrusa MK4のプリセットはアップデートされていてリリース当初はPrusa MK4のプリセットはAlpha版であったが後に正式版にプリセット情報が書き換えられるアップデートがされている。(Prusa Reserch 1.9.8によってMK4IS profileとthumbnailがアップデートされている)
profileをアップデートすると、サムネイルの変更以外にも細かい設定の変更が入っているようでした。Prusa MK4 Input Shaper(以下Prusa MK4IS)0.2mmのレイヤーだとSPEEDとSTRUCTURALが選択できる。多分Alpha版は設定はSPEEDだったのではないかと推測される。また設定の細かい前後比はないですが、設定で変更する頻度が高いだろうフィラメントの温度は若干引き上げられていました。AlphaはGeneric PLAは印刷温度は210度でしたが、220度に。
Prusa MK4ISのSPEEDとSTRUCTURALの違い
※Prusa MK4とPrusa i3 MK3Sでは標準ではほぼ同じような設定のようで印刷結果や挙動も大きく変わらなかった。Prusa MK4ISにすると速く静かになる。

SPEEDとSTRUCTURALはfirmware 5.0.0-RCから設定が入ったようです。これに関しては以前のSPEEDとQUALITYと同じ考え方で速度を落とすことで品質を取るという目的のようです。また高速印刷の場合は、積層間の強度、素材の流れる速度から速度を上げすぎると不具合が起きる可能性が高くなる。Prusa的には強度が必要な場合は速度を若干犠牲にしつつも品質を取ってもらいたいということなのかと思います。
- Structural – settings are focused on quality, precision and structural integrity while retaining reasonably high printing speed (still much faster than pre-input-shaper era). Looking for high-quality and durable prints delivered quickly? This is your go-to option.
- Speed – short printing times are the top priority here. This profile pushes the printer closer to its limits while keeping good quality and accuracy.
However, the situation with the new profiles deserves a bit of an explanation: increasing the printing (or travel) speed and accelerations isn’t the only determining factor and it’s not just about the hardware limits of the printer or the firmware either. There is another limitation – the printing material. Every filament requires to be properly melted in the nozzle, extruded at the correct temperature and cooled once deposited on the layer below. Too low or too high print temperatures, too little or too much cooling, and it will inevitably lead to various problems with the print – mostly poor interlayer connection and compromised structural integrity in general. The “Speed” profiles for our printers are optimized, so a printed object can be finished fast, but with only a small impact on its structural integrity.
https://github.com/prusa3d/Prusa-Firmware-Buddy/releases/tag/v5.0.0-RC1
プリセットを見てみると、だいぶ速度が抑えられている模様。ただPrusa MK4のSPEEDよりは早い。色々な設定を見ましたが、外周40mm/sくらいが品質
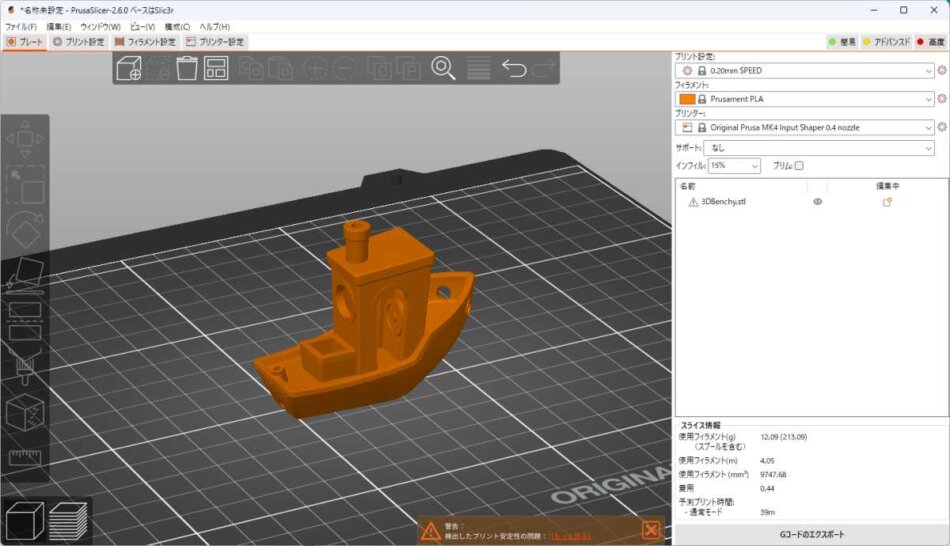
実際にPrusaSlicer 2.6.0の新しいプロファイルで比較すると、3DBenchyはPrusa MK4IS 0.2mm SPEEDで39分、Prusa MK4IS 0.2mm STRUCTURALで47分、Prusa MK4 0.2mm SPEEDで1時間1分(61分)、QUALITYで1時間9分(69分)となっている。
Prusa MK4ISによる高速印刷の品質
Prusa MK4ISで色々と印刷してみたが概ね結果は良好。フィラメントの温度設定を変えないと同じ素材を使ったとしても造形物の表面の光沢感が変わりました。これは印刷速度からくるプリント温度の指定と実際の温度がずれているからと推測されます。高速印刷をしたほうがマット感が出ます。(その影響か、積層間の定着をよくするためか、profileのフィラメントの設定温度を上げたのではないかと)
Prusa MK4ISではSPEEDもSTRUCTURALもGeneric PLAのプリント温度は220度。Prusa MK4ではGeneric PLAのプリント温度は210度。PrusaSlicer自体若干高めの設定だとは思います。
最近追加された機能の「境界線の生成」→アラクネは切ってますが高速でも造形がきれいです。ただし複雑な造形の場合はゴーストなどはでませんが、若干角が丸くなるようでした。
Prusa MN4ISとPrusa MK4の3DBenchy
左からPrusa MK4IS 0.2mm SPEED(39分)Prusa MK4IS 0.2mm STRUCTURAL(47分)Prusa MK4 0.2mm SPEED(61分)。設定は標準設定。フィラメントはCF-PLAなので若干表面がざらついてると思います。
パット見た感じだと品質に差がなくて、MK4IS SPEEDとMK4 SPEEDで約倍速での高速印刷にもかかわらず品質が保たれているのはなかなか素晴らしい。
Prusa MK4IS 0.2mm SPEEDにて、船の船首部分の造形が崩れている。冷却不測だろうか。再現性があるかどうかは確認しておらず温度影響の場合は、室温が高い(大体今の時期27度~30度)ことと、先に説明した通り、PLAなのにプリント温度が220度というのが影響している可能性はある。

裏側もどのモデルもきれいに出てると思います。

比較をしないと品質がわかりにくいですが、比較をすると速度が遅いほうが印刷品質はやはり高い。これに関してはブラインドで比較をしてもわかるくらい。

印刷速度による変化が出やすい点としては、色を付けたような縦方向の細かい造形部分に差が出てくる。特に窓枠の部分がわかりやすくぼやけた感じになる。作るプロダクトによるとおもうが、嵌め込みなどを行う場合は、Input Shaperを利用した高速印刷は行わないほうがよさそう。
一般的には速度は遅ければ遅いほうが造形がきれい(というわけではないが)だとしたときにどの品質を落としどころにするかは難しいところだとはおもうが意匠がきちんと表現できているかは確認したほうがよいだろう。